|
応用編 JIG HEADの製作
溶解用容器=今回は、鍋を使用
|
 準備するもの
準備するもの まず、オリジナルJIGヘッドの元となるマスターを製作します。
まず、オリジナルJIGヘッドの元となるマスターを製作します。|
シリコン型の製作は、基本編の型の製作を参考に行ってください。 基本編 型の製作を参照する。 補足:鋳造目的の型製作での注意点 |
 マスターが出来あがったら、次にシリコン2001を使いシリコン型を製作しましよう。
マスターが出来あがったら、次にシリコン2001を使いシリコン型を製作しましよう。
|
③ ジグフックの作成 JIGフックは、通常60度、90度の2種類が売られています。 マスターの形によっては、販売モデルのフックでは合わない場合があります。
|
 型の準備が出来たら、次にJIGフックを作成しましょう。
型の準備が出来たら、次にJIGフックを作成しましょう。
 ①まずヒートンを使ってタイイングアイを作成します。
①まずヒートンを使ってタイイングアイを作成します。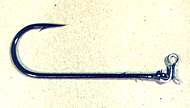 できたタイイングアイ部分をフックに接続して完成。
できたタイイングアイ部分をフックに接続して完成。|
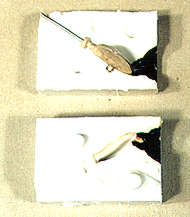
(←写真)まず、型にフックをセットし、 |


|
通常の鉛を溶かしても良いのですが、ここではステンレス用ハンダ(ヤニが入っていないハンダであれば何でもKO)を溶かし、鋳造に使います。 ワンポイントアドバイス
|
 次に鉛(ハンダ)を、適当な鍋に入れコンロで熱し、溶かします。
次に鉛(ハンダ)を、適当な鍋に入れコンロで熱し、溶かします。
|
注意
|

 (写真←)①鉛(ハンダ)が溶けたら、型に慎重に流しこみます。
(写真←)①鉛(ハンダ)が溶けたら、型に慎重に流しこみます。|
(写真→)②成形時にできたバリをヤスリ等で削り落とし、形を整えます。
|

 (写真←)①鉛が十分冷えたら、締金具を外し、JIGヘッドを取り出します。
(写真←)①鉛が十分冷えたら、締金具を外し、JIGヘッドを取り出します。|
おまけ |

 バリの処理が終わったら、完成です。
バリの処理が終わったら、完成です。