|
応用編 メタルJIGの製作
●溶解用容器
鋳造に関する注意事項!! ●鋳造は、高温の鉛を使い成形する作業です。 鋳造で特に注意を要する事
|
製作メニュー |

 準備するもの
準備するもの 型の製作
型の製作
① 型のベースとなる”枠作り”と下準備 まず、型を作るための枠を作ります。 外枠ができたらその中に「油粘土」を敷き詰めます。 |

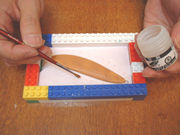
② ルアーの型取り (1)写真の位置、方向を参考に、ルアー(原型)を油粘土に半分の位置まで埋め込みます。 (2)型の埋めこみが完了したら、原型の周囲に型合わせの凹凸を作るため、穴をあけます。(写真参照) |

③ ルアーシリコンに凝固剤をまぜる。 ルアーシリコンは、使用する前になるべく泡が立たないようによくかきまぜてから使います。 次に凝固剤を入れます。 |
|
先ほど調合したシリコンを筆を使い原型の表面全面に丁寧に塗ります。 |



硬化完了まで12時間以上待ち、硬化を確認したらブロックを崩し、油粘土を除去すると、2面割型の片面が完成です。 コツ!! |

⑥ 2面割型の残りの片面を作る。離型剤を塗布原型をセットしたものに、③、④、⑤の作業を繰り返します。 その後、再度12時間待ち、完全硬化さます。 型を慎重に割り、注入口と空気抜き穴を彫刻刀で掘り込み、2分割マスター型の完成です。
|
|
⑦ シリコン型に表面処理剤を塗る 鉛の鋳造を行なう型の下準備として、「表面処理剤」を薄く塗りこみます。 |

|
⑧ 中芯を製作し、その後、型にセットし金締具で固定する
その後、製作した中芯をシリコン型にセットし、金締具を使い型を固定します。 |


 重要!!
注意
重要!!
注意|
⑨ 鉛を溶解する
備考:この不純物は、除去して使用してください。 |
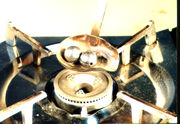 次に鉛(ハンダ)を、溶解します。
次に鉛(ハンダ)を、溶解します。
|
⑩ 鋳造 溶解した鉛を金締具で固定した型に慎重に流しこみます。 注意 |
 いよいよメタルJIGを鋳込んでみましょう。
いよいよメタルJIGを鋳込んでみましょう。|
|
 ⑪ JIGを型から取りだし、バリを取り完成
⑪ JIGを型から取りだし、バリを取り完成