|
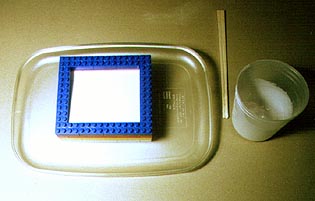
STEP3 2面型の製作~プラスティック成型 |

 カップ(プラスティックのもの)
カップ(プラスティックのもの)|
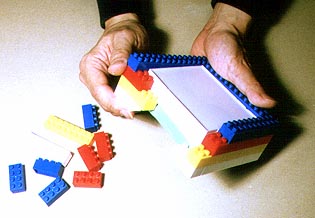
(1) まず、型を作るための枠を作ります。 高さは、マスタの高さ(厚み)の2倍強が目安。 (2)外枠ができたらその中に「油粘土」を敷き詰めます。 |

|
(2)型の埋めこみが完了したら、原型の周囲に型合わせの凹凸を作るため、穴をあけます。(写真参照) |
 (1)写真の位置、方向を参考に、ルアー(原型)を油粘土に半分の位置まで埋め込みます。
(1)写真の位置、方向を参考に、ルアー(原型)を油粘土に半分の位置まで埋め込みます。
|
③ ルアーシリコンに硬化剤をまぜる。 (3)次に硬化剤を入れます。 |


|
コツ!!
|

|
シリコンは、原型が完全に埋没するまで注入します。
|
 (1)まんべんなく筆でシリコンを塗ったら、1分ほどおいて(泡をぬくため)、その後静かに残りのシリコンを流し込みます。
(1)まんべんなく筆でシリコンを塗ったら、1分ほどおいて(泡をぬくため)、その後静かに残りのシリコンを流し込みます。|
(1)シリコンが完全に硬化したことを確認し、ブロックを崩し、油粘土を除去します。
コツ!! |

|
(1)硬化した片面のシリコン型を取り出し、型の周りに離型剤をまんべんなく薄く塗ります。 (2)再度、枠をセットし、次に型面にも流し込むシリコンが接着しないように離型剤をむらなく薄く塗布します。(→写真参照)
|



|
(1)離型剤を塗布原型をセットしたものに、③、④、⑤の作業を繰り返します。 その後、再度12時間待ち、完全硬化させます。 (2)完全硬化後、外枠を崩し、慎重にシリコン型を分離、マスター型を取り出すと→のような2面型ができあがります。
|
 ⑧ 2面割型の残りの片面を作る。
⑧ 2面割型の残りの片面を作る。
|
(1)2面型ができあがったら、次に彫刻刀などで、樹脂の注入口と空気抜きの穴を付けます。注入口3mm、空気抜きは2mm程度が目安です。 これでルアーシリコン2001で作った2面割のメス型の完成です。 |
 ⑨「注入口」と「空気抜け穴」をつける。
⑨「注入口」と「空気抜け穴」をつける。 
| ●プラスティック樹脂を流しこんでの成型工程● |
|
(1)上記⑨工程で完成した2面型を合わせて締金具で固定します。 (締金具は、スターターキットにセットされています。) |
 ⑨2面型を合わせ、締め金具で固定する(成型の準備)
⑨2面型を合わせ、締め金具で固定する(成型の準備)|
⑩樹脂を調合する (2)調合が完了したら、A剤、B剤が完全に混ざるようにかくはんします。 |


|
(1)かくはんが完了したら、1分以内を目安に型に流しこみます。 |
 ⑪型に静かに素早く流しこむ
⑪型に静かに素早く流しこむ|
(1)型に流し込んだら、15分静かに待つ (2)硬化を確認して、締金具を外し、シリコン型を慎重に分離する。 ←マスター型と同じ「まねきネコ」が成型できている。 |
 ⑫15分で完全硬化
⑫15分で完全硬化 |
バリ取り後、塗装して完成。 ←写真の白色後ろがマスター型。前がシリコン型で作った複製品。
|
 ⑬完成
⑬完成